
Фланцевый дисковый клапан: инновации?
2026-03-01
содержание
Когда слышишь ?фланцевый дисковый клапан?, сразу лезут в голову картинки чего-то сверхнового, чуть ли не с дистанционным управлением через смартфон. Но по опыту скажу — часто за громкими словами скрывается старая, добрая механика, которую просто причесали под современные стандарты. Вопрос в том, где реальные улучшения, а где маркетинг. Вот, например, многие говорят про ?инновационные уплотнения?, а на деле — тот же тефлон с добавкой, только сертификат подороже. Или корпус — литье чуть точнее, обработка получше, но принцип-то тот же. Так что давайте разбираться без восторгов.
Что на самом деле меняется в конструкции
Если отбросить шум, то основные подвижки последних лет — это материалы и точность изготовления. Раньше, бывало, диск ?играл? даже после установки, особенно на больших диаметрах. Сейчас, с приходом ЧПУ и 3D-моделирования, посадку делают куда точнее. Но это не революция, а эволюция. Интереснее, когда начинают комбинировать. Видел на одном из объектов клапаны, где в паре с диском используется не стандартная прокладка, а наплавленное кольцо из специального сплава. Уплотнение получается монолитным, ресурс выше. Правда, и цена кусается, и ремонтопригодность почти нулевая — при износе меняют весь узел.
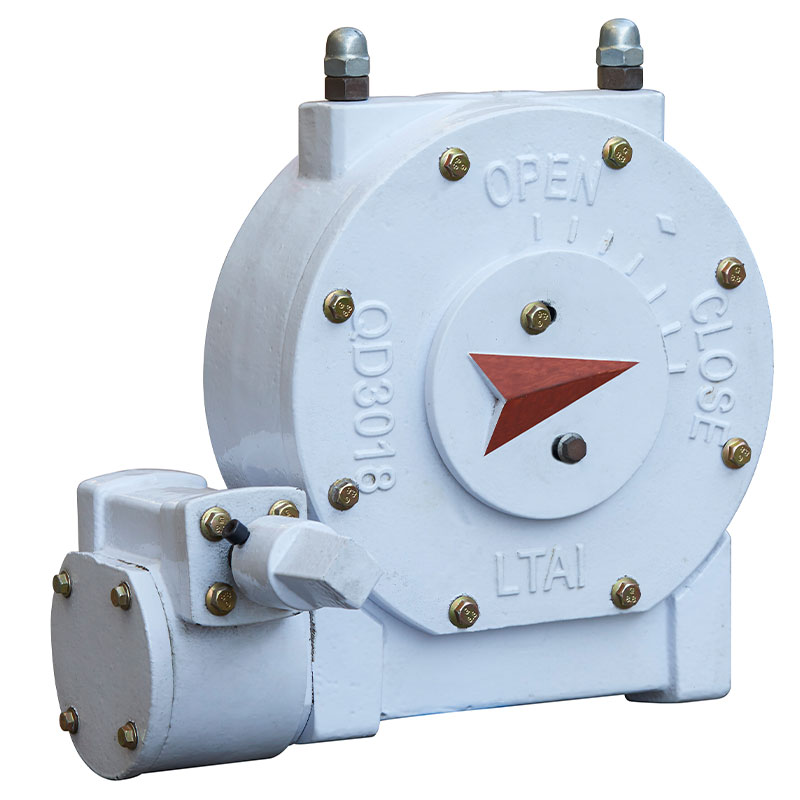
Еще один момент — это сам привод. Тут прогресс заметнее. Все чаще ставят не просто редуктор, а полноценный модуль с датчиками положения и моментом. Это уже ближе к ?умным? системам. Но опять же, для 80% применений в той же водоподготовке или вентиляции хватает и простой механической рукоятки. Инновация ради инновации — деньги на ветер.
Вспоминается случай на ТЭЦ под Красноярском. Закупили партию якобы продвинутых дисковых клапанов с ?антифрикционным покрытием?. В спецификациях все гладко, а в работе — через полгода начались заедания. Оказалось, покрытие боится частых термоциклов. Пришлось срочно менять на обычные, но с усиленными шпинделями. Так что новое — не всегда значит надежное.
Практика выбора: на что смотреть в первую очередь
Когда подбираешь клапан, главное — среда и режим работы. Можно взять суперсовременный фланцевый дисковый клапан с экзотическим уплотнением, но если в линии есть абразивные частицы, он протянет недолго. Для таких случаев до сих пор актуальны проверенные решения — например, диски с твердым напылением по кромке. Да, они тяжелее и дороже в производстве, но на непрерывных циклах в той же горнорудной промышленности показывают себя лучше.
Очень важен вопрос взаимозаменяемости. Часто бывает, что производители под видом оптимизации меняют геометрию фланца или расположение отверстий на миллиметр-другой. Вроде мелочь, а на объекте — головная боль. Приходится или переходники городить, или пересверливать. Поэтому теперь всегда требую полные габаритные и присоединительные чертежи, сверяю с ГОСТ или EN. Кстати, некоторые российские и китайские производители стали очень внимательно подходить к этому, стремясь к унификации. Вот, например, на сайте ООО Хэбэй Лянтай по производству механического оборудования (https://www.hblt.ru) в каталогах четко видно, что их приводная арматура часто идет с полным соответствием стандартным размерам, что для монтажников — большое облегчение.
Еще один практический совет — не экономьте на приводе. Сам клапан может быть идеальным, но слабый или неотрегулированный редуктор сведет все преимущества на нет. Особенно это касается больших диаметров, от DN300 и выше. Тут лучше брать с запасом по моменту и обязательно с ручным дублером на случай отключения электричества.
Производственные нюансы и контроль качества
Побывав на нескольких заводах, сделал для себя вывод: ключевое отличие — не в станках (хотя и в них тоже), а в системе контроля. На современных производствах каждый крупный дисковый клапан после сборки проходит не просто опрессовку, а ходовое испытание на стенде. Смотрят не только на герметичность, но и на плавность хода, на усилие на шпинделе. Это сразу отсекает брак по биению или перекосу.
Очень показательна история с литьем. Качественный корпус — основа. Видел, как на том же предприятии ООО Хэбэй Лянтай, которое базируется в промышленном парке северного клапана в Хэбэе — регионе с сильными металлургическими традициями, организуют процесс. У них своя литейка, мощность в 12 тысяч тонн в год. Это позволяет контролировать всю цепочку: от состава чугуна или стали до финишной обработки. Важно, что они делают акцент на клапанных редукторах и приводах, то есть понимают узел в сборе. Когда один производитель отвечает и за корпус, и за запорный элемент, и за привод — рисков меньше.
Но даже при отличном контроле случаются осечки. Помню, получили партию клапанов, где вроде бы все было хорошо, но при монтаже возникли проблемы с центровкой. Оказалось, на этапе фрезеровки фланцев использовалась слегка изношенная оснастка, давшая минимальный перекос. Глазом не увидишь, лазерным уровнем — сразу. С тех пор всегда прошу предоставить протоколы контроля геометрии, а не только давления.
Куда двигается отрасль: тренды против реальности
Сейчас много говорят про цифровизацию и ?Индустрию 4.0?. Применительно к нашей теме — это клапаны с встроенными датчиками износа, дистанционным управлением и прогнозом остаточного ресурса. Звучит здорово, и пилотные проекты, например, на новых НПЗ, такие решения уже используют. Но массовым это станет не скоро. Основной барьер — стоимость и сложность эксплуатации. Не на каждом объекте есть специалист, который сможет обслуживать такую систему.
Более реалистичный тренд — это повышение ресурса и ремонтопригодности. Производители начинают выпускать клапаны с модульной конструкцией. Скажем, можно заменить уплотнительный узел или даже диск, не демонтируя весь корпус с трубопровода. Это огромная экономия на простое. Такие решения уже предлагают многие, включая упомянутую компанию из Хэбэя, у которой годовая мощность — 1.5 миллиона комплектов приводных устройств. Масштаб позволяет отрабатывать и удешевлять подобные конструкции.
Еще одно направление — адаптация под специфические среды. Все больше запросов на клапаны для биогазовых установок, для опреснительных станций, где агрессивность среды особая. Тут инновации действительно нужны — в подборе сплавов, композитных материалов для дисков. Это уже не массовый рынок, а штучная, инженерная работа.
Личный опыт и итоговые соображения
За годы работы пришел к простой истине: самый инновационный клапан — тот, который безотказно работает в заявленных условиях и который можно починить доступными средствами. Гонка за новизной ради самой новизны часто приводит к усложнению и удорожанию без существенного выигрыша в надежности.
Стоит обращать внимание на производителей с полным циклом, от литья до сборки привода. Как раз как ООО Хэбэй Лянтай по производству механического оборудования, где в штате больше 400 человек, включая инженерный состав. Это не гарантия, но серьезный признак того, что над продуктом думают системно. Их инвестиции в 200 миллионов юаней в проект — это про серьезные намерения на рынке.
Так что, возвращаясь к заглавному вопросу: инновации в фланцевых дисковых клапанах есть, но они поступательные, технологические. Это не взрыв, а медленное улучшение материалов, точности и адаптации под задачи. Главное — отличать реальные улучшения от красивых слов в каталоге. И всегда, всегда запрашивать реальные отчеты об испытаниях и примеры работающих объектов — это лучший фильтр.